[
Return to Main Page ] [
Return to Projects Index
] [
Doc's Machine & TWB Store] [
Contact Us ]
[
The Whiteboard Webcomic
]
Setting up a Logan 920 11"x32" Lathe
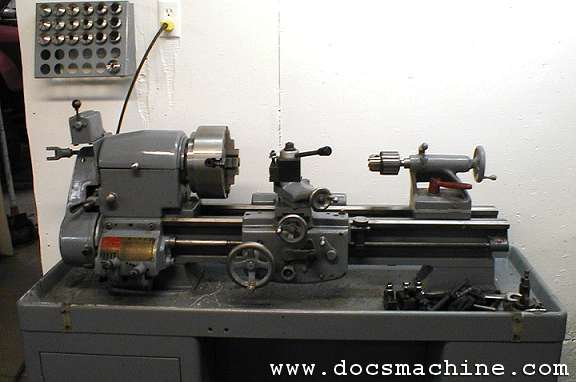
Shortly after launching Doc's Machine, I upgraded from a Grizzly 9x20" lathe, to this Logan
11"x32" cabinet mounted lathe. The fellow I'd bought it from had gotten it on Ebay, had it shipped
up to Alaska, rebuilt the headstock with new bearings, and replaced the 3-phase motor
with a fractional-HP single-phase. When I got it, I added a Phase II quickchange
toolpost, and pretty much put it right to work.
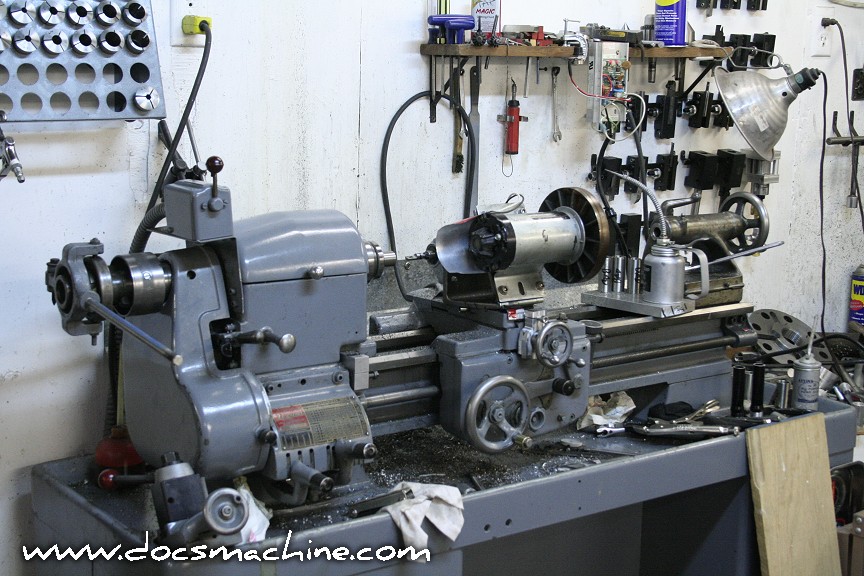
At one point along the way, I had several early production parts that required some coarse internal threading. Doing it the
"old fashioned way" was tricky due to the short depth and fast threads, so I developed this "thread milling" setup. The
original version of this design used an air die grinder for the power head, but that spun too fast and didn't have enough
torque. I redesigned it into this setup with a 1HP DC treadmill motor and custom indexible-carbide cutter,
which worked great. I continued to use this for years afterward, and still have it today.
Note the parts marked "bad"- yep, screwed up a couple, but that was out of a run of over a hundred. :)

One other change I made early on, as seen in the previous photo, was this bar used as a handle on the 5C
collet closer. Clearly the original had been lost at some point in history, and the previous owner just used
this hunk of stainless rod in its place.

Well, I found this tapered black handle at a secondhand store, and whipped up this slightly shorter,
thicker handle with a base washer, which makes the whole setup look and feel better in use.

Not long after that, as I got busier and busier, I tried to speed things up a little bit by adding a turret, for semi-automated
production. The lathe came with this lever-action turret, but the actual turret block had been badly modified first by the
previous owner, and then by me in a later attempt to fix it. I altered it further to fit this Hardinge HRC tool block, which
worked great, except that thanks to the unique spindle height, I couldn't use factory Hardinge tools, and therefore had
to make all my own tooling. Still, I ran it this way for several years, and as we'll see in a couple pages, eventually
swapped it out with a more conventional round-shank-tool turret with a 'capstan' wheel/handle and a longer travel.
All text, photos and graphics
Copyright 1998- 2017, Doc's Machine & Airsmith Services. All Rights
Reserved.
Information contained in
these pages is for reference and entertainment
purposes only. Our methods are not always the best,
quickest, safest, or even the correct ones. It's up to you to know how
to use your own machines and tools.
Keep your fingers away from the spinny blades o' death and you should
be all right.





