[
Return to Main Page ] [
Return to Projects Index
] [
Doc's Machine & TWB Store] [
Contact Us ]
[
The Whiteboard Webcomic
]
A Quick Trick for Setting Lathe Chuck Soft Jaws:
Anyone who has run a lot of different jobs on a lathe has probably
at one time or another used used "soft jaws".
These are
removable/replaceable chuck jaws that you can machine in place, to
directly fit certain projects,
or just turn in place for the best
accuracy.
To turn them in place, though, you actually need to tighten the jaws
down on something, so the forces on
the chuck are the same as when the
workpiece is being held.
For many jobs, like turning thin discs, it's easy-
just put any bit of
round stock in the jaws, away from where the workpiece will be, and
tighten the chuck.
However, in some cases you want to bore all the way
through, to hold parts longer than the jaws.
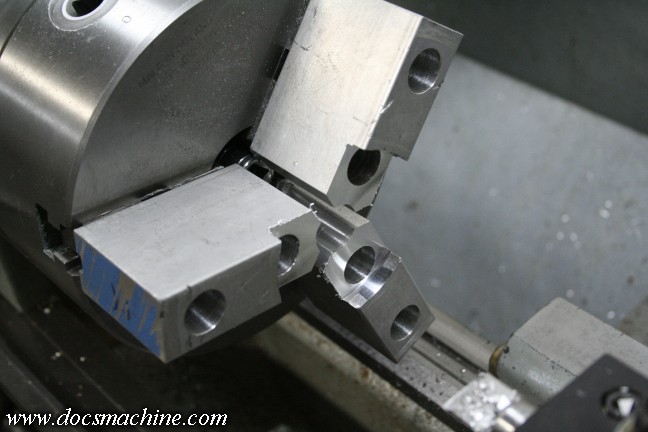
What works best in this kind of situation, is to use soft jaws "taller"
than the chuck's master jaws- the part that
stays in the chuck, and to
which you bolt the soft jaws. ("Taller" meaning they stick inward
further than the
master jaws, so that when turned, the cutter doesn't
come anywhere near the hard jaws.)
You then clamp the piece of round stock on the part of the jaws down inside the chuck, and then turn the soft jaws.
The problem here is that it's not always easy to reach in there
and get the round stock into place, or get it back
out later. And, often
times, you need a selection of sizes, so that if you already have a
'step' turned from a
previous job, you can clamp the chuck on a smaller
part and re-turn the same step.
 Well, here's a quick trick to solve both those issues: A long socket wrench extension and some sockets.
Well, here's a quick trick to solve both those issues: A long socket wrench extension and some sockets.
 Just snap the socket onto the extension, and use it to reach in there to place the socket on the inner jaws.
Just snap the socket onto the extension, and use it to reach in there to place the socket on the inner jaws.
 Once the chuck's tightened, just pop the extension off and set it aside.
Once the chuck's tightened, just pop the extension off and set it aside.
Then just turn the jaws, and snap the extension back on before loosening.
 Better yet, you can use the various sizes of sockets- from little
1/4"-drive stuff to the big 1/2" drive pieces-
Better yet, you can use the various sizes of sockets- from little
1/4"-drive stuff to the big 1/2" drive pieces-
to space the chuck jaws
so that you only have to turn a minimum off the jaws, which makes 'em
last longer.
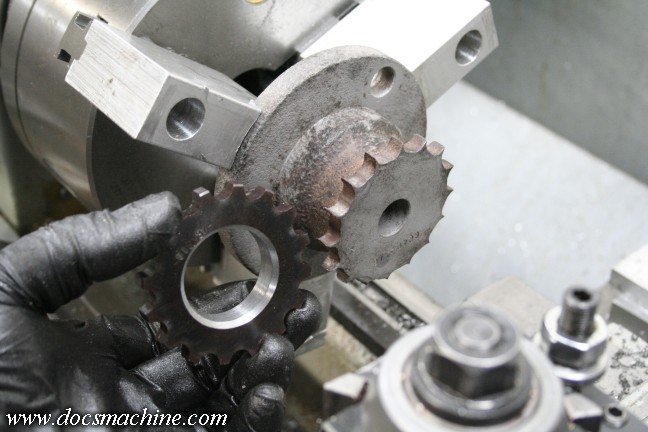 I did that twice here on this customer's job: once to turn the
new gear, and again
I did that twice here on this customer's job: once to turn the
new gear, and again
to turn the part down so I could press the gear on
and TIG weld it. Even though
the two parts were over an inch different in diameter, with the right selection of
socket as a spacer, I only needed to take maybe a 1/16" skim cut in between
to get the new diameter set. Which of course extends the life of the jaws.
All text, photos and graphics
Copyright 1998- 2018, Doc's Machine & Airsmith Services. All Rights
Reserved.
Information contained in
these pages is for reference and entertainment
purposes only. Our methods are not always the best,
quickest, safest, or even the correct ones. It's up to you to know how
to use your own machines and tools.
Keep your fingers away from the spinny blades o' death and you should
be all right.



