[
Return to Main Page ] [
Return to Projects Index
] [
Doc's Machine & TWB Store] [
Contact Us ]
[
The Whiteboard Webcomic
]
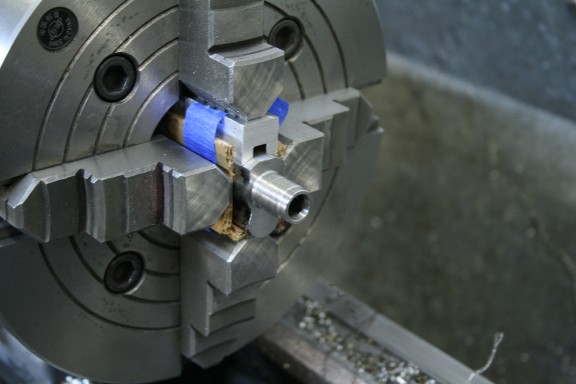
The final step, and one hard to show in photographs: Headspacing.
The gap between the cylinder and the forcing cone should be somewhere around .003"
give or take. Tighter is better for velocity, looser is better for reliability. Too open
and you get excessive lead shaving and damage to the frame.
I first lightly shaved the face of the barrel at the base of the threads,
until the frame screwed on and stopped, lightly hand-tight, about 30 to 40
degrees away from lining up vertically. The rest will be my "crush"
allowing the barrel to be properly tightened to the frame.
I'm not sure this is the proper value, and I admit I had to guess a bit, but it worked.
The forcing cone end, however, was left long, and once the frame was fitted
more or less properly, both the barrel hood and the frame were carefully
measured, so that- so the theory goes- when the two are tightened together,
the barrel will be properly torqued and secure to the frame, and the
barrel-to-cylinder gap will be acceptable.
As I recall, I faced the forcing cone area lightly, hoping for a .003" gap,
and ended up with a .0015" gap when finally assembled.
All text, photos and graphics
Copyright 1998- 2015, Doc's Machine & Airsmith Services. All Rights
Reserved.
Information contained in
these pages is for reference and entertainment
purposes only. Our methods are not always the best,
quickest, safest, or even the correct ones. It's up to you to know how
to use your own machines and tools.
Keep your fingers away from the spinny blades o' death and you should
be all right.





