[
Return to Main Page ] [
Return to Projects Index
] [
Doc's Machine & TWB Store] [
Contact Us ]
[
The Whiteboard Webcomic
]
Setting up a Logan 920 11"x32" Lathe Turret:

After using the modified "flat plate" turret for a few years, I became frustrated from constantly
having to make custom tooling from scratch for it. I decided to bite the bullet and picked up a
proper round-shank turret, which also had a longer travel and easier-to-use capstan wheel.
It needed rebuilding when I got it, but mechanically it was in fine shape.
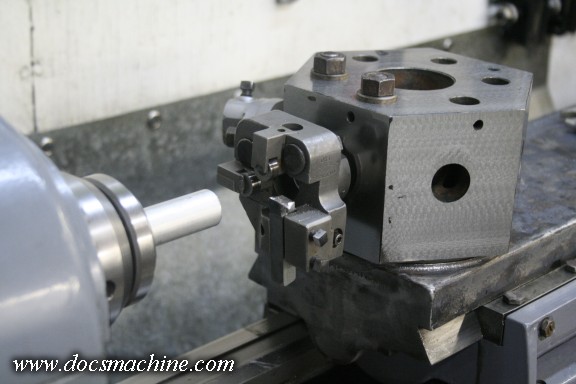
Although again, at the beginning I was still lacking tooling, but at least this time, I was able to find
good usable pieces online and slowly build up a collection. This one, for example, is called a
"box tool", and is essentially a cutter with a built-in follow rest.
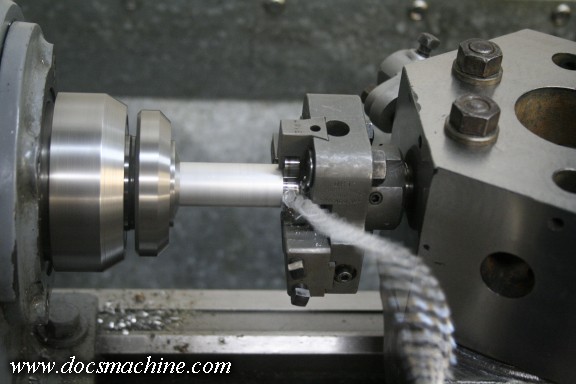
The cutter is pushed straight in, and at least in the softer metals, can take a pretty substantial cut.
The rollers steady the piece as it's turning, taking much of the cutting force off the turret, and
making for a more consistent part-to-part tolerance..
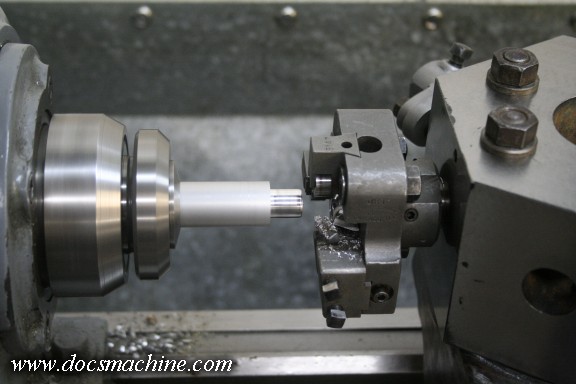
See that? That's a pretty substantial reduction for one quick pass.
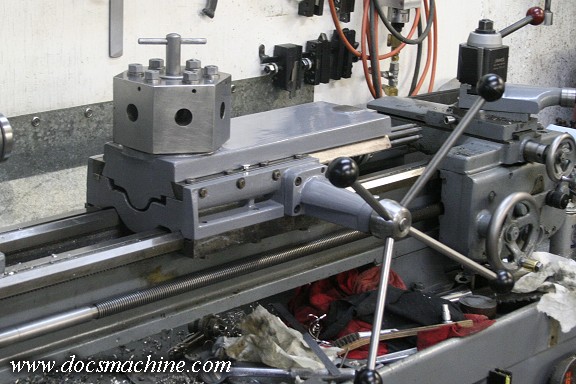
After stripping, minor repairs, considerable cleaning, repainting, and reassembly, the turret was
ready to use. However, it came with one odd quirk- the tool shank holes were drilled to 7/8".
And that's an odd size- virtually NO 7/8"-shank tools exist. They're all basically 5/8", 3/4" or 1".
(At least for smaller lathes like this.) I'd used a custom-made split spacer to run the tool above,
but I needed to do something to make this more user-friendly for day-to-day use..

I set the turret up in my mill in a dividing head, and carefully zeroed the spindle to the turret holes.

I then bored each hole in turn to about .993-.995"

Then, once I had the turret reassembled, I simply indexed it, and ran it into a collet-mounted 1"
reamer turning slowly in the spindle. That way the turret shanks are perfectly square, true and
concentric to the spindle centerline.

A quick test with the cleanest tool shank I had, and it's a perfect fit.

After that, a bit of creative workholding let me machine out the
clamping spools to the slightly larger shank size.

All six were done like so, and fitted back into place.

Then, a quick test with a J&L self-releasing die head, and I could make 3/8-16"
threads in a single pass.

Fits like a glove.

As I was also collecting tools with 3/4" and 5/8" shanks, I also made up a series of
split spacers like this, to let me use those as well.

And there it is, set up and ready to run. (The tools are just slapped in for this
'beauty shot'- they weren't set up for an actual job. :) )
All text, photos and graphics
Copyright 1998- 2017, Doc's Machine & Airsmith Services. All Rights
Reserved.
Information contained in
these pages is for reference and entertainment
purposes only. Our methods are not always the best,
quickest, safest, or even the correct ones. It's up to you to know how
to use your own machines and tools.
Keep your fingers away from the spinny blades o' death and you should
be all right.





