[
Return to Main Page ] [
Return to Projects Index
] [
Doc's Machine & TWB Store] [
Contact Us ]
[
The Whiteboard Webcomic
]
Converting a Grizzly G8689 Mini Mill to 3-axis CNC, Part 16:

After some thought, research and and a good lunch, I decided I wanted more positive oiling of both the saddle and table
ways, and came up with a workable plan. Which of course meant that I had to redismantle the entire assembly.
Again.

I wanted a ball-oiler port for each way, so I started with the right-side saddle way, measuring and marking a spot
about equidistant between two of the gib adjuster screws.

And drilled it about 0.3" deep.
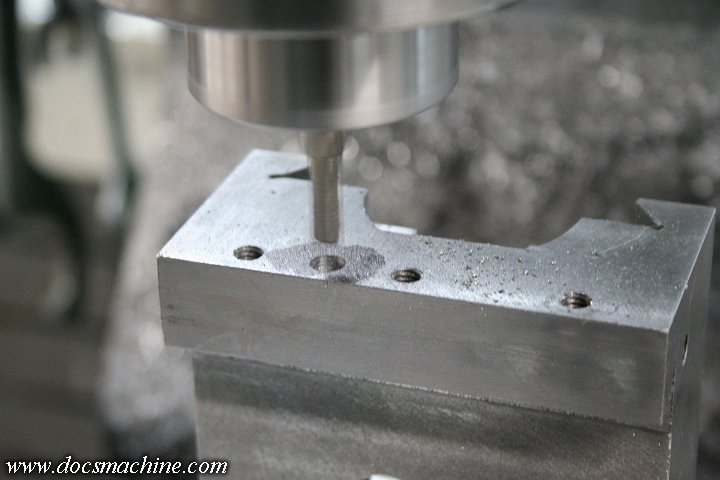
Then counterbored that with a 1/4" endmill to about 0.25" deep.

Marked an identical location on the non-gib side and did the same thing.

The result should look something like this. If it doesn't, use your
mill's "reverse" feature to put the chips back and try it again.

Now, after checking carefully, I drilled a cross-hole on from the way face to intersect with the small bore just drilled.

That gets done on both sides, then I useed a tiny ball-end mill to cut some shallow oil channels in the ways.
These will help spread the oil out.
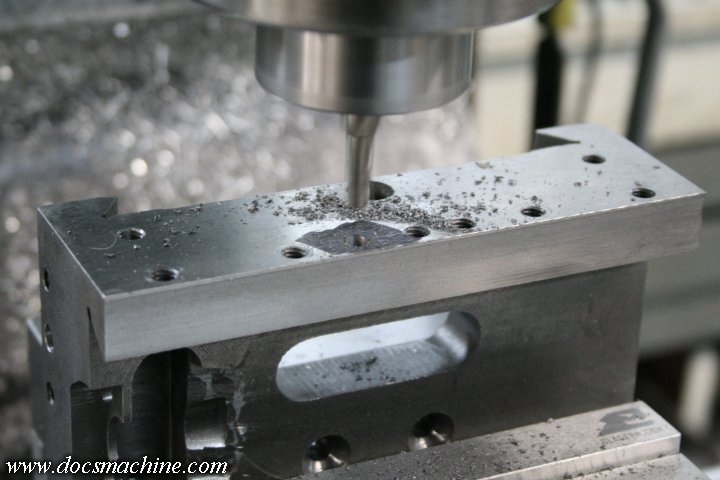
The front table way is similarly easy- mark out a spot between two of the gib adjusters, drill, bore, hold the mayo.

The only semi-tricky one was for the back table way. Putting the oiler on the back face would make it
difficult to access, so I put it on the left-hand face. To ease access, I lowered it below the angled face
of the way, but not too low, as there's way cover bolt holes a bit below that.
The 'dash' mark is approximately how deep I drillied.
All text, photos and graphics
Copyright 1998- 2019, Doc's Machine & Airsmith Services. All Rights
Reserved.
Information contained in
these pages is for reference and entertainment
purposes only. Our methods are not always the best,
quickest, safest, or even the correct ones. It's up to you to know how
to use your own machines and tools.
Keep your fingers away from the spinny blades o' death and you should
be all right.





