[
Return to Main Page ] [
Return to Projects Index
] [
Doc's Machine & TWB Store] [
Contact Us ]
[
The Whiteboard Webcomic
]
Converting a Grizzly G8689 Mini Mill to 3-axis CNC, Part 13:
With the table motion mostly complete, one of the few things left to do-
mechanically- was to reinstall the head.
As far as I was aware, the
head worked fine, with relatively low hours and good bearings, etc.
It's
only an MT3 spindle, and we're contemplating swapping over to an R8,
but that's still up in the air-
and LMS was out of stock of those
spindles as I was writing this anyway.
I'm still not overly thrilled with the ballscrew arrangement on the
head, but at least in this case,
the weight of the head will provide a
sort of "preload" on the screw.
That can always be swapped out later,
anyway.

So it was a simple matter of slobbering a little lube on the ways, sliding the head back into place, and
then using my third hand to slip the gib back into place after it falls out for the second time.

The stepper and drive simply bolted back into place as well, and of course I gave it a quick once-over to see what sort
of shape it was in. And, of course, there was one small issue.

The stepper mount was adjustable on two long slots, but for whatever reason there were only threaded holes for
bolts on one side. And the slots were very nearly as wide as the heads of the allen bolts, so they didn't appear to hold
particularly well anyway. Since the previous owner had left a thick coat of Dykem slobbered all over the upper plate,
I just scribed the unused slot, drilled and tapped a fresh hole 'bout thar...
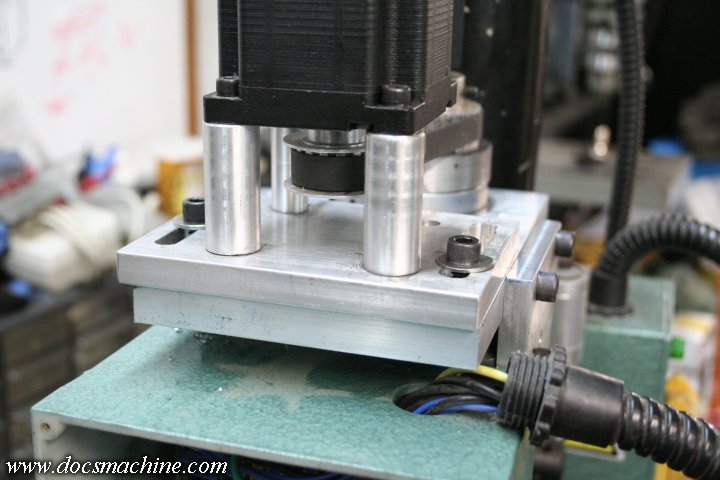
And replaced the mount with nice wide washers under the bolts. It's a minor thing, but worth doing.

After that, we dusted off the old control box, semiantique PC and the various cables, and set out to try some test motion on the
shiny new axes. Well, the owners' original PC wouldn't even come on- one of the fans
would spin up to full speed, and one
of the optical drive lights would
blink a couple of times, but she wouldn't make any effort to boot up.
No biggie, it was an old clunker he'd scrounged specifically because
Mach 3 really only works properly under XP or earlier,
and basically
requires a functional parallel port. (Yes, we know there's ways around
both.) And, I still had a fully functional
XP machine from the brief
moment I'd had the CNC lathe under Mach 3, so I dusted that off and we
hooked it up.
That lit the system up nicely, but of course I hadn't run a mill on it,
so none of the settings and parameters were correct.
Again, no biggie,
all we were trying to do is test the axes for motion, and I wanted to
crack open the control box
to be able to properly wire the cables to the
steppers.
But, after two hours of fiddling around, Googling and more fiddling-
during which I was of little help because
I know next to nothing about
Mach 3- we could get one motor working, but it would only spin in one
direction.
For that and other reasons, we eventually decided that to get the best
use out of this machine, we'd scrap the Mach 3
and I'd install another
Centroid Acorn setup. That'll open a minor additional can of worms in
that I'll now have to add
a spindle encoder, home/limit switches, and
just do the wiring and whatnot in general (I was hoping to
hand that all
back off to the owner) but it'll make for a better machine in the long run.
All text, photos and graphics
Copyright 1998- 2019, Doc's Machine & Airsmith Services. All Rights
Reserved.
Information contained in
these pages is for reference and entertainment
purposes only. Our methods are not always the best,
quickest, safest, or even the correct ones. It's up to you to know how
to use your own machines and tools.
Keep your fingers away from the spinny blades o' death and you should
be all right.





